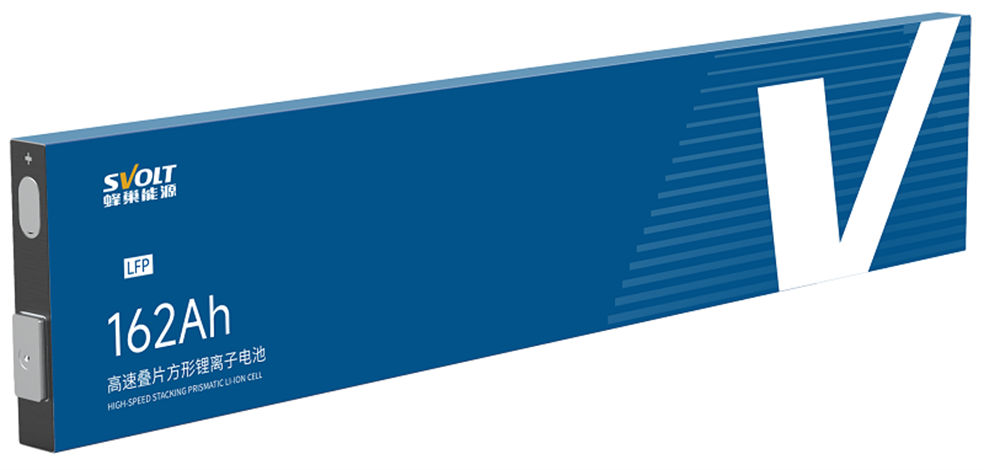
蜂巢能源近日对外公布,1-6月蜂巢能源海外已累计交付53000套电池包。目前,第二代短刀快充铁锂电芯已经在上饶、盐城两个基地完成了对客户的大批量交付,预计今年交付10万套。
该款短刀电芯首次使用飞叠热复合技术,并采用自主研发的第三代磷酸铁锂正极材料,在兼顾2.2C快充性能前提下,能量密度仍高达188Wh/Kg,峰值可以达到3C以上,使充电时间缩短至15分钟。
现阶段,随着短刀+叠片技术路线得到行业内的认可,中创新航、国轩高科、吉利、广汽等均开始布局短刀+叠片产线。
作为短刀电芯品类的开创者,在第二代短刀电芯生产的核心工序—叠片环节中,蜂巢能源应用了自主研发的行业最高效率叠片3.0工艺——飞叠,解决了长期以来叠片效率低、产品良率低的难题。作为短刀电芯生产环节中的最佳搭档,飞叠具有以下几点优势:
1、短刀快充电芯需要使用薄电极技术,相同电芯尺寸下,采用薄电极需要叠片层数更多,如果采用传统的叠片技术生产效率较低,飞叠工艺显著提升了叠片效率,更适合薄电极快充设计;
2、内阻是实现快充的重要因素,内阻越低,快充性能越好。飞叠技术采用多极耳并联结构,相比卷绕电芯内阻降低7%,同工况下快充温升下降2-3℃,有效提升了快充性能;
3、飞叠工艺极片更平整,相比卷绕两侧受力及散热一致性更好,有利于电芯能量密度、循环寿命及快充能力提升;
4、飞叠工艺特有的隔膜封边技术可增加2%电解液储液空间,快充电芯电解液消耗快,增加储液空间有助于快充电芯实现长循环寿命。
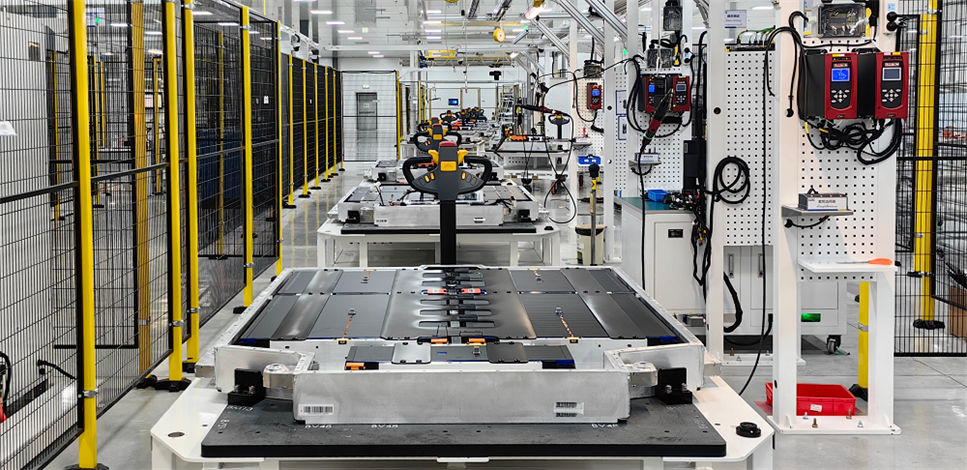
以生产第二代短刀电池的上饶基地为例,工厂应用了20台自主研发的第三代飞叠设备,对应4条电芯产线,相较于第二代的叠片工艺,设备使用量减少约50%,效率大幅提升。同时,在飞叠热复合环节,从上卷到飞切,全部过程已经实现连续自动化。
同时,蜂巢能源飞叠技术集成了CCD在线检测,每台飞叠设备有65台CCD相机,可实现100%检测极片尺寸不良情况,实现每一片全检,良率达到了99.9%。
除飞叠技术外,蜂巢能源第二代短刀电芯在正极、负极、电解液、隔膜等材料层面均实现了迭代创新。
在正负极层面,蜂巢能源使用了自主研发的第三代磷酸铁锂正极,并开发了高性能的小颗粒石墨负极。
隔膜层面,蜂巢能源在国内乃至全球首创了非对称隔膜设计,在隔膜两侧使用了不同的粘结剂,一面更亲负极,另外一面更亲正极。同时,蜂巢能源导入新型粘合剂,实现隔膜连续裁断过程中不掉粉、不掉料,保证了极高的洁净度。通过新型隔膜导入,配合自主开发的热复合技术,实现了产品更好性能。
电解液层面,快充电芯对电解液的消耗速度要高于常规电芯,蜂巢能源通过特殊封边设计,使得电解液保液量提高了2%,结合热复合工艺,使得快充电芯具备优异的循环寿命。通过导电剂、粘结剂、新型电解液开发和工艺创新,蜂巢能源第二代短刀快充电芯实现了高能和快充兼得。
蜂巢能源将最先进的第三代磷酸铁锂正极和负极进行混合,引入非对称隔膜技术,依托新开发的导电剂和粘结剂技术,使电池具备了高能量密度和快充双重特性,在业内率先实现产品量产交付。

当前蜂巢能源第二代短刀电池由第三代电芯产线生产。该产线集聚了蜂巢能源在设备开发和智能化集成等多个领域的创新成果。
在涂布设备应用上,蜂巢能源第二代短刀电池正极涂布宽度达到1120mm,是目前全球单体宽幅涂布宽幅最宽的电极之一,代表着行业最领先水平。
极卷运输过程采用AGV自动上下料,效率更高,减少人员与极卷接触,减少人工运输可能出现的异物以及磕碰导致品质受损,保证极卷高品质传送至每个环节。
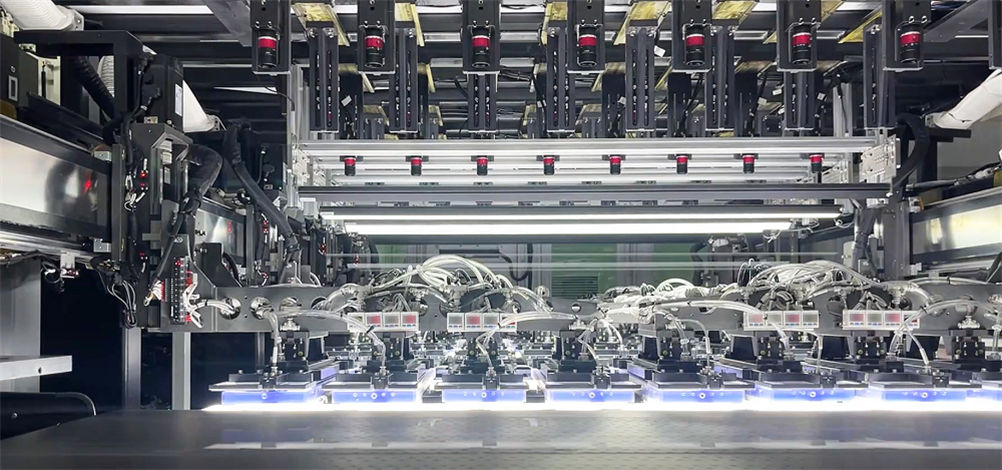
在飞叠最关键的叠片工位,蜂巢能源第三代先进产线可通过8个机器手一次性抓取到叠片工位,和另外一侧的正极片叠到一起,实现了一次可以生产8个极组、8颗电芯,使电芯的制造从一颗一颗,变成了一批一批,除了效率更高,生产一致性也更好。值得一提的是,在生产过程中,极组全部实现在线短路测试,如果有短路不良可直接剔除。此外,在每一个极组上都有一个二维码,可做到100%逆向追溯。

x

-
中国新能源五月销量榜:一个看向全球前十的排名预演 2024-06-05 13:30
-
 比亚迪与优步达成战略合作,将在全球关键市场投放10万辆全新比亚迪电动汽车 2024-07-31 22:38
比亚迪与优步达成战略合作,将在全球关键市场投放10万辆全新比亚迪电动汽车 2024-07-31 22:38 -
 捷途X70 PLUS上市,捷途冲击年销100万辆的目标 2024-07-31 18:02
捷途X70 PLUS上市,捷途冲击年销100万辆的目标 2024-07-31 18:02

-
 NIO IN 2024 蔚来创新科技日:发布智能驾驶芯片、整车全域操作系统、智能驾驶等就技术成果 2024-07-28 11:52
NIO IN 2024 蔚来创新科技日:发布智能驾驶芯片、整车全域操作系统、智能驾驶等就技术成果 2024-07-28 11:52 -
 第40万台新车下线,华为赛力斯官宣继续联合打造问界品牌 2024-07-29 13:28
第40万台新车下线,华为赛力斯官宣继续联合打造问界品牌 2024-07-29 13:28 -
 赛力斯:拟投资华为旗下引望公司 2024-07-29 15:10
赛力斯:拟投资华为旗下引望公司 2024-07-29 15:10

 京公网安备 11010502038466号
京公网安备 11010502038466号

 关注官方微信
关注官方微信
